How Can I Reduce Oil Usage?
Precision AirConvey’s EnviroPulse Oil Mist Lubrication System dramatically reduces oil usage.
When looking at oil mist lubrication systems, one factor to consider is the amount of oil used. Over time, oil costs can add up. That’s why Precision AirConvey (PAC) designed EnviroPulse, a customizable oil mist system that lets users control oil consumption and reduce costs.
For example, PAC EnviroPulse users can choose the time interval between mistings, the duration of mistings, and the amount of oil used in mistings. When a press is running, the mist unit can function normally. When the press is off, the mist unit can be adjusted to reduce the frequency of the spray while still maintaining lubrication.
The adjustability of this system makes a significant difference in oil consumption. In fact, one customer recently reported that since using the PAC EnviroPulse system, oil usage at his facility has gone down 84%.
“Customers are confirming that the PAC EnviroPulse oil mist lubrication system is significantly reducing their oil consumption,” says Kevin Bock, Director of Technical Sales. “There are significant cost benefits for manufacturers when oil use is reduced. PAC’s EnviroPulse system was designed to allow users maximum customization.”
An oil mist lubrication system is critically important for keeping production lines operating smoothly. If just one stray piece of pressure sensitive adhesive trim sticks to the inside of a duct, production stopping blockages can occur. An oil mist lubrication system creates an environment that discourages trim and matrix materials from sticking to keep production running smoothly.
To learn more, reach out to us by completing the contact form at the bottom of this page.
How can a better edge trim or matrix waste baling system help my company’s bottom line?
If you have an inefficient trim or waste baling system, the telltale signs are everywhere. They’re the bits of waste scattered across a factory floor. They’re the large chunks of floor space being taken up by bulky baling machinery. And most importantly, the evidence is in your company’s bottom line, as an obsolete baling machine can rack up material removal and energy costs.
Traditional balers use wire ties to bind bales together. While this method usually does an adequate job to maintain the shape of the bale, bits of dust and waste inevitably fall out, creating a trail wherever the bales are transported. Bins and boxes used to collect waste in these systems often create very low-density, cumbersome bales, leading to extra time, energy and money being used for removal.
Most traditional baling systems don’t offer the environmental advantages of more recently designed systems. Older systems may be noisy, energy-inefficient and incompatible with eco-friendly materials.
New solutions for old problems
Balers like Precison AirConvey’s EcoPAC Baler are designed to alleviate the common problems of traditional equipment. This baler uses a sealed, self-contained system to shape paper, film and PSA waste into high-density bales. After the material is compacted, an operator opens the door to find a neat cube of compacted materials inside a sealed bag, set on a standard pallet ready for conveyance.
The higher density of the bales results in fewer trips for removal, saving time and money. The sealed system means there’s no trail of waste for employees to clean up.
The EcoPAC Baler’s vertical design occupies a footprint of just 48 inches wide by 60 inches deep, taking up 80% less floor space than horizontal balers. It also uses dramatically less horsepower than traditional balers, with an energy-saving standby mode to cut down on energy costs.
For companies in a position to make the investment, a modern baler like the EcoPAC can save significant money and hassle in the long-term. It can even be retrofitted onto existing air-conveyance systems, including those from other manufacturers.
Do I need a central oil mist system to prevent ductwork clogs?
If your air-conveyed trim or label matrix removal system is dealing with pressure sensitive adhesive (PSA) materials, keeping your trim from sticking to the ductwork is a top priority. If just one piece of stray PSA trim sticks to the inside of the duct, it can cause other PSA pieces to adhere to it, starting a snowball effect that can grind your production to a costly halt.
Companies that have multiple presses handling PSA trim and matrix waste can choose to use individual oil mist systems at each press or opt for a Central Oil Mist Lubrication System that supplies them all from a single container. In some cases — such as small shops with only two or three presses — individual systems are the way to go, but more often than not, Central Oil Mist Lubrication Systems will save companies substantial money, labor and space.
Why Central Oil Mist Lubrication Systems are more efficient than individual systems
The most obvious way Central Oil Mist systems save companies money is through the purchase and installation of one piece of equipment rather than several stand-alone systems. However, centralized systems offer other benefits as well.
First, less labor is needed to maintain the systems. Instead of filling several smaller tanks with oil and then coming back to each periodically to check their oil levels, operators using a central system only need to maintain one large tank.
Qualified personnel can also customize oil distribution at each press to accommodate press speed and material. This affords companies the same flexibility they would have with individual systems, but saves personnel the responsibility of tending each. This customization also keeps companies from using more oil than needed.
The benefits of Precision AirConvey's Central Oil Mist Lubrication Systems
Precision AirConvey offers a two-pronged approach to efficiently handle trim and label matrix removal for PSA waste using a proprietary non-stick coating on selected ductwork and injecting a fine mineral oil mist into the process at the infeeds. Advantages of the system include:
1. Costly clogs are avoided automatically. Precision AirConvey’s Central Oil Mist Lubrication System has a low-oil alarm that warns operators that the tank needs filling. In addition, there’s a fail-safe built in: the control panel for the oiler is interlocked with the control panel for the trim and label matrix removal system. If, for any reason, the oil runs out before an operator can refill it, the oiler control panel will shut down the entire trim and label matrix system in a controlled fashion rather than letting it run without oil, ensuring expensive clogs never jam up your ductwork.
2. Advance warning. The system will not shut down without first giving ample notification that oil is needed.
3. Saving space. Precision AirConvey’s Central Oil Mist Lubrication System features one 55-gallon tank, which can be installed at a convenient location, apart from the production environment. Individual systems feature 11.5-gallon tanks located at each press. If pressroom floor space is at a premium in your multi-press shop, a central oil system may be the best choice.
To learn more, reach out to us by completing the contact form at the bottom of this page.
What are the benefits of automating roll splitting and core removal?
Many companies choose to save money by reusing the cores at the center of their rolls of paper, film, foil, non-wovens and other materials. But before you can reuse the core, you must remove the waste material left over from its last use.
If your shop cleans its cores manually with razor knives, you’re wasting production and worker time, while putting your employees at risk for serious injuries.
Manual methods using a razor knife can take up to 30 minutes or more — if the worker is careful and methodical. Speeding up the process in order to save time can easily lead to mistakes and injuries. For instance, if the knife is pressed through too many layers of the material, it will get stuck. Then the knife must be forcefully removed — a recipe for potential bodily harm.
According to the Bureau of Labor Statistics, cuts from razor knives are the cause of approximately 153,000 workplace injuries a year in private industry alone. Many of these result from using hand-held razor knives to manually cut plastic film and other materials from cardboard cores, which unnerves employees and raises red flags among safety inspectors.
Automated roll splitters combine efficiency and safety
Roll splitters, also sometimes called core slabbers, automate the process of removing waste material from the core. These machines turn what was a time-consuming and potentially hazardous chore into a short, simple and safe routine that can be performed by one worker in less than a minute.
Precision AirConvey's roll splitters use a simple process that is full of built-in safeguards:
- A worker loads the waste material roll on the mandrel and locks it into place: The roll splitter will not function unless the roll is locked.
- He or she closes the safety gate: The roll splitter will not function if the gate is open.
- He or she initiates the knife: The roll splitter will not function if two hands aren’t used.
- Literally a few seconds later, when the material has been removed, the worker opens the gate and removes the clean core, which can be reused in production.
PAC's roll splitter safety system is also OSHA-approved, and machines are available in different models and may be configured to accommodate rolls of various lengths and diameters. They also may be used to cut the core itself for disposal, if that is desired.
To learn more, reach out to us by completing the contact form at the bottom of this page.
Are you outgrowing your trim removal system?
At Precision AirConvey, we work hard to make sure that you get the solution that best fits your current and likely future trim-removal needs.
Still, trim removal needs can change in unforeseen ways. We often get questions from companies whose production needs have changed since they originally installed their trim removal system, such as:
- "We changed materials and now the fan or cutter doesn't work like it used to. What happened?"
- "We're trying to run 20% more material through your cutter or granulator. Will it work?"
- "We're going to make a new material/product that is different than what the system was originally designed for. What do I need to be worried about if we move in that direction?"
Fortunately, the engineers at PAC are experts at updating existing trim removal systems to accommodate new production realities. We can even retrofit enhancements onto non-PAC systems.
If you have a change in spec, give us a call at 302-999-8000, and we'll help you figure out if you need to update your system.
Warning Signs That You Might Need to Update Your Trim Waste Removal System
Imbalances in Air
Does one set of pickups work well on your manifold trim removal system, while another set of pickups barely suctions any trim? This air imbalance could be caused by a change in the type or size of materials being processed, or a change of speed.
One solution PAC might employ is manipulating the ductwork to generate the proper airflow and suction for your new needs.
Clogging
If your cutter is clogging up or the ductwork between the pickups and the cutter is filling up with trim, you may have increased the width of your trim, sped up your process or begun to run sticky materials through your system.
Possible solutions include increasing fan size and duct diameter, speeding up the fan, or — in the case of pressure sensitive adhesive (PSA) trim – modifying ductwork with non-stick components and adding a mineral oil mister.
A change in the materials you are processing can lead to increased static electricity, which in turn can also lead to clogging.
PAC can remedy the situation by providing static removal equipment that negates the effect of the charge.
Increased Labor Need
You may find that your trim system appears to be in order, but you're doing more work once the waste has been collected. Maybe you're making a bale every hour instead of one bale every four hours.
PAC can evaluate your system and collecting equipment and find ways to handle the increase in waste more efficiently, including possibly updating the bale size.
Talk to PAC
If you think you may need to update your trim removal system — whether or not you have a PAC system — contact us and we'll put our expertise to use.
To learn more, reach out to us by completing the contact form at the bottom of this page.
What happens when you don't service the knives in your cutter or granulator?
Have you been postponing maintenance on the cutter or granulator in your trim or matrix waste removal system in hopes of saving a few bucks or avoiding a delay in production?
Bad idea.
Delaying your knife sharpening and recalibration will end up costing you much more in wasted time, clean-up and repairs.
When the knives get dull, they don't cut as often and as regularly as they should, allowing excessively long lengths of material to remain in your cutter or granulator. Even if you don't need your trim to be a specific length or shape, that extra material can stop production and hurt your equipment in various ways:
- The strips of long trim can wrap around the rotor and seize up the cutter.
- The trim can clog up the tubing and halt material uptake at the infeeds, leaving you with a tangled mess at your press or production line.
- Extra friction inside the granulator can heat up your trim waste. If it melts, it can clog up the screen.
- Too much trim wears down bearings prematurely, which in turn can lead to wear on critical components.
- The motor ends up drawing more amps as it works harder to cut the extra material. It can trip the motor overload failsafe on the control panel or cause motor failure.
- The excess trim can shear the motor sleeves.
- If the trim is abrasive, it can damage the interior components of the cutter or granulator after prolonged exposure.
- Long trim pieces that move downstream from the cutter can bridge and clog up your ductwork and cyclone.
- Extra material in the system can lead to excessive dust, which means frequent filter replacements. Excessive dust can become a safety concern.
In short, dull knives lead to lots of downtime from initial equipment failure, and then the need to clean and repair the system.
The Cutting Edge Program
PAC-certified technicians sharpen and adjust your blades to their original clearance.
Precision AirConvey's Cutting Edge Program is a convenient way to make sure that your cutters and granulators work at peak efficiency — while saving 15% on maintenance. It works like this:
- You sign up for the program (sign-up is free!) and send PAC your cutter/granulator.
- PAC-certified technicians sharpen and adjust your blades to their original clearance.
- The technicians make recommendations about the length of intervals between service, based on the model and knife type, material and system specifications, and knife and component wear.
- Your cutter/granulator is returned to you.
- You get email reminders when it's time to send your cutter/granulator back to PAC for its next scheduled maintenance.
Get more information about the Cutting Edge Program
To learn more, reach out to us by completing the contact form at the bottom of this page.
Should we use a venturi or a cutter/fan system to handle our trim waste?
Trying to decide which trim removal system your company needs? Precision AirConvey (PAC) has made you a handy chart to see how venturis stack up against cutter/fan systems.
A venturi (ven-CHUR-ee or ven-TOUR-ee) is a device used in the converting industry to convey a continuous ribbon of trim to a collection bin.
A cutter/fan system conveys trim and processes it through a cutter, creating a low-volume, high-density confetti.
We need to save money
Venturis: Venturis offer a low-cost trim removal solution for companies that need to save on labor and maintenance costs, and convey their trim waste away from their lines or presses. They can be a good fit for companies that don't have enough capital to invest in a cutter/fan system.
Cutter/fans: Cutter/fans cost more upfront, but typically provide a faster ROI than venturis. Companies that purchase cutter/fan systems increase productivity, decrease downtime, and take many fewer trips to the landfill, because their waste volume is greatly reduced. Cutter/fans also use much less horsepower, so companies save money on energy costs.
Winner: In a sprint, venturis win. But over the long haul, cutter/fans are the clear victor.
We need a quick fix
Venturis: Because venturis have fewer components, and are less complicated, they take less time to install.
Cutter/fans: Cutter/fans take longer to engineer and install than venturis. Some companies that need a trim handling solution immediately use venturis as a temporary fix while their cutter/fan is engineered and installed.
Winner: Venturis, but don't count cutter/fans out.
We need to handle PSA (pressure sensitive adhesive) trim
Venturis: PAC can add a proprietary non-stick coating to its venturis, allowing them to handle less-aggressive adhesive continuous trim with liners over short distances.
Cutter/fans: PAC's cutters/fans can be outfitted with a food-grade mineral oil mist system that lubricates PSA material and coats the inside of the ductwork, neutralizing any stickiness, allowing PSA trim and matrix waste pieces with and without liners to be conveyed over long distances with ease.
Winner: Cutter/fans
We need to keep trim intact
Venturis: Venturis do not process trim at all. They simply convey the continuous ribbon to a collection bin.
Cutter/fans: Because cutter/fans slice up the trim, they are not a good fit for companies that need intact trim.
Winner: Venturis
We have a high-speed operation
Venturis: Venturis are great for high-speed continuous-trim applications.
Cutter/fans: Cutter/fans can keep up with most press and line speeds.
Winner: Too close to call for most applications.
We need to convey trim over a long distance or through bends in the ductwork
Venturis: Venturis do not work well when conveying trim very far or with ductwork that has more than two bends.
Cutter/fans: Longer distances and twisting, turning ductwork are no problem for cutter/fan systems.
Winner: Cutter/fans
We have multiple presses and/or lines
Venturis: Venturis use a lot more energy to get the job done. More presses and lines mean more venturis, making your system less energy efficient. Venturis also take up a lot of valuable floor space.
Cutter/fans: Cutter/fans are much more energy-efficient and can be centralized to serve multiple lines and presses at once with a relatively small footprint.
Winner: Cutter/fans
We want to bale our trim waste for easier handling
Venturis: You can bale waste from a venturi, but it isn't very efficient and takes extra work. Because the trim is one long big piece instead of lots of little pieces, your bales will be looser and you'll be making more of them. Also, since the trim is a continuous ribbon, you'll need to cut your bales apart from each other.
Cutter/fans: Cutters/fans process trim into little pieces that are easily compacted into low-volume, high-density bales.
Winner: Cutter/fans
We need to handle matrix waste
Venturis: Venturis can handle some matrix waste in limited applications.
Cutter/fans: Cutter/fans are made to handle matrix waste. Since there's no need to rewind the matrix, labelers who use cutter/fan systems increase productivity by avoiding tension breaks, stoppages and press slowdowns. They also can save on material costs since only a 1/8-inch edge is needed.
Winner: Cutter/fans
As you can see, venturis and cutter/fans each have their strengths, depending on the application and the material they are handling.
The experts at Precision AirConvey have years of experience helping companies of all sizes save money, increase productivity and get a quick ROI out of their trim removal systems.
To learn more, reach out to us by completing the contact form at the bottom of this page.
How can I reduce sound from my trim removal system?
You want a safe environment for workers that meets OSHA sound-pressure standards. It's time to quiet down your trim or matrix removal system.
What's making the system so loud?
Fans and cutters are the typical main noisemakers in air conveying trim waste and matrix waste handling systems.
The fans in a trim removal system can have anywhere from 15 to 100 horsepower motors, which are as loud as they are powerful. By contrast, cutter motors are usually quite quiet, but when their knives are in action, the cutters themselves can make a lot of noise. In addition to the sounds made by slicing up materials, cutter blades also chop the air noisily in the same way that a helicopter's rotor blades do.
Fans and cutters aren't the only reason you're reaching for your earplugs and hearing muffs before heading into your pressroom, however. The tubing that connects your infeeds to the cutter and the fan acts like an echo chamber. It mixes cutter and fan noises with the sounds of material and air whooshing through piping, and sends the noise out in a concentrated form to the infeed area.
How Precision AirConvey can quiet down your operations
Precision AirConvey's expert engineers have designed solutions that lessen noise at each of its sources and outputs.
PAC Fan Sound Enclosure
Sound enclosures for fans can reduce fan motor noise by an impressive 25%. These cabinets have removable panels for maintenance access, as well as strategically placed air holes that provide ventilation without leaking too much noise. PAC's systems function equally well indoors and outdoors; You can use them to become a better neighbor to other departments within your building and to nearby residents and businesses without.
PAC's inline silencers, also called blow-through silencers, reduce noise at the cutter and/or fan while preventing sounds from traveling through the conveyance tubing. The difference in noise production between a system fitted with a blow-through silencer and one without a silencer is dramatic. Depending on the material being handled, the system can become whisper-quiet, allowing operators to communicate easily at normal, conversational levels. Softer materials — such as paper, paper-backed adhesive and LDPE — can be processed almost silently. More brittle materials — such as PVC — make more noise, but still can be kept quite quiet.
Silenced Infeed
If there is a balance fan on the exhaust, PAC utilizes a blow-through silencer there as well.
PAC's modified pick ups do two jobs at once at the infeed. They stop the "reed effect" created by the material and air rushing together over the lip of the infeed (think: saxophone or clarinet, but less pretty). They also stop noise from spilling out from the cutter and/or fan.
To speak with our experts, reach out to us by completing the contact form at the bottom of this page.
How can my company reclaim film edge trim and scrap for reuse?
You don't want your waste to go to waste. By adding a reclamation system onto your film press, you can create a closed-loop system that recycles your edge trim and roll scrap back into usable material for your product on-site.
Precision AirConvey's Granulate Feed System, also called a fluff reclaim system, is so efficient that it helps companies use less virgin resin.
Granulate Feed Systems
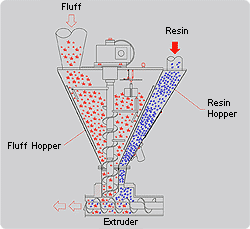 Once trim and scrap waste has been conveyed away from the press, it can be processed through a granulator, which grinds the film into small, confetti-like pieces called fluff. The fluff is then sent through Precision AirConvey's proprietary-design Granulate Feed System and fed to the extruder for processing into material for creating more film. PAC's system can reclaim up to 28 percent of extruder output.
Once trim and scrap waste has been conveyed away from the press, it can be processed through a granulator, which grinds the film into small, confetti-like pieces called fluff. The fluff is then sent through Precision AirConvey's proprietary-design Granulate Feed System and fed to the extruder for processing into material for creating more film. PAC's system can reclaim up to 28 percent of extruder output.
PAC's system avoids common consistency problems traditionally associated with fluff recycling by keeping the fluff and virgin resins in two separate hopper chambers. The fluff is conveyed by a variable speed auger, while the resin is pushed down by gravity. The auger is calibrated to speed up or slow down according the to the extruder speed, automatically changing speed as the extruder changes speed. Agitator arms prevent bridging and loss of feed.
PAC's Granulate Feed Systems can simultaneously feed edge trim and roll scrap into the system, even though the edge trim is processed during production (inline) and the roll scrap is collected and then processed (offline). A limit switch inside the fluff hopper regulates the amount of roll scrap fed into the system, ensuring the proper proportion of materials returning to the extruder.
PAC's Granulate Feed Systems fit round, square, oval and rectangular extruder throats and extruders from 2 1/2 to 8 inches.
Best of all, they are fast, with reclaim rates of up to 1,200 pounds per hour per extruder.
Click to learn more about PAC Granulate Feed Systems.
To learn more, reach out to us by completing the contact form at the bottom of this page.
Save 15 percent on cutter maintenance with PAC's Cutting Edge program
Performing regular maintenance on your cutters is key to your system's operations.
In order to cut properly, the cutting clearance between the bed and fly knives must be less than the thickness of the material you are cutting. Over time, your blades will dull. When the knives are worn down so that the cutting clearance is equal or greater than the material thickness, they must be re-sharpened and adjusted to the original cutting clearance.
Uncut material traveling through a dulled inline cutter system will wrap around your rotors and stop your production line. It will also shorten the life of your bearings.
The cutting clearance across the width of the cutter must also be kept uniform. Irregularly shaped trim waste clogs up systems and stops production lines.
The time to sharpen your blades is before they start to cause problems on the production line. Precision AirConvey's Cutting Edge Program allows you to be proactive by using preventive maintenance to help keep your cutters running at maximum performance with minimal wear and tear on the unit itself.
How the Cutting Edge Program Works
- You sign up for the Cutting Edge Program and send us your cutter.
- PAC-certified technicians at our New Jersey trim cutter manufacturing facility sharpen and adjust your blades to their original clearance. Trim cutters go through an eight-point service inspection, enabling our technicians to evaluate and make recommendations to improve performance and diagnose wear issues to reduce maintenance costs. After the initial service, the technicians will make recommendations about the length of the service intervals, based on the cutter model and knife type, material and system specifications, and knife and component wear. The wear life of your blades is determined by the materials they’re cutting. The most abrasive fiberglass, for instance, will erode your knives much faster than paper. Depending on your materials, blades may need to be sharpened as frequently as every 3 weeks or as rarely as once a year.
- We send your cutter back to you.
- We email you reminders when it is time to send your cutters back to us for sharpening.
Benefits of the Cutting Edge Program
- A 15% discount on labor for the life of the program.
- Priority service — usually within three days. (Our standard lead time is two weeks.)
- Service includes:
- Inspection of the unit for wear or damage
- Inspection of rotor end disc clearance
- Inspection of bearing pre-load
- Inspection of the hood fit and clearance
- Surface grinding of the rotor and bed knives
- Spin grinding
- Setting the knife clearance to factory standards for your particular model
- Final Inspection and documentation, including cut and score samples
Requirements
- Service only available for PAC cutters.
- You must return your cutter for service on the recommended service date to stay enrolled.
- The units must be serviced at PAC at an initial 1 year interval (to be updated based on the initial evaluation).
Learn more about cutter maintenance.
To learn more, reach out to us by completing the contact form at the bottom of this page.
When is a portable trim removal system the best option?
Companies without automated trim removal systems face unnecessary hassles. They need to stop their presses to deal with their trim waste, which usually ends up on the floor. Then someone needs to clean it up. Plus, trim waste on the floor isn't just a housekeeping issue — it can become a safety hazard.
By automating your trim waste handling process, you can increase press uptime and keep your pressroom floors cleaner and safer.
The benefits of an automated trim removal system are clear. However, many companies don't have the time or the capital to invest in a custom-engineered solution. And for many of these companies, Precision AirConvey's TrimPAC EZ portable trim removal solution is a great alternative.
A standard, off-the-shelf solution, the TrimPAC EZ vacuums trim waste through an inline material-handling fan, to an on-board cyclone and into a high-capacity collection bag. The TrimPAC EZ can handle paper, die cuts, knock outs and continuous trim on its own, but an optional cutter enhancement also allows it to cut and capture film and sheet, and non wovens.

Benefits of a PAC portable trim removal system
In addition to affordability, the TrimPAC EZ offers companies a wide range of benefits.
Convenience
It's pre-engineered, and arrives ready to install and operate. The TrimPAC EZ also is virtually maintenance free.
Portability
If you have multiple presses, but your press schedule is such that you only need one trim removal system in operation at a time, then the portability of the TrimPAC EZ is a perfect fit for you. It moves easily between presses on lockable swivel casters.
Press Uptime
The TrimPAC EZ's dual collection bags allow continuous operation. You never have to stop the press to change bags — you simply divert trim into one bag while changing the other.
Dust Collection
Particulates are separated from the airstream and sent through 1 micron filtration.
Other Solutions
In some cases, other PAC standard solutions might be a better match for your company than the TrimPAC EZ. For instance, the original TrimPAC's standard cutter can handle nearly any material at high speeds (cutters are optional on the TrimPAC EZ). Plus, its larger collection bin means that operators will spend less time monitoring the collection process. Conversely, the mobility package on the TrimPAC is an optional feature, while every TrimPAC EZ comes with lockable casters for portability as standard features.
The TrimPAC EZ can only handle one press at a time, so if your company is growing or has a few presses operating at once, a PAC custom solution is usually a better choice. Precision AirConvey's engineers can create a more efficient central trim removal solution for you that handles multiple presses, with eventual growth and scalability built right into the design.
Still, for many companies, the affordable, convenient and portable TrimPAC EZ is a perfect solution to their trim waste handling needs.
To learn more, reach out to us by completing the contact form at the bottom of this page.
Why do inline cutters & granulators need regular sharpening?
In order to cut properly, the cutting clearance between the bed and fly knives must be less than the thickness of the material you are cutting.
Over time, your blades will dull. When the knives are worn down so that the cutting clearance is equal or greater than the material thickness, they must be re-sharpened and adjusted to the original cutting clearance.
Uncut material traveling through a dulled inline cutter system will wrap around your rotors and stop your production line. It will also shorten the life of your bearings.
It is also imperative that cutting clearance across the width of the cutter is uniform in order to avoid intermittent cuts that lead to long strands of uncut material. Irregularly shaped trim waste clogs up systems and stops production lines.
The wear life of your blades is determined by the materials they're cutting. The most abrasive fiberglass, for instance, will erode your knives much faster than paper. Depending on your materials, blades may need to be sharpened as frequently as every 3 weeks or as rarely as once a year.
PAC Cutter and Granulator Maintenance
If you have a Precision AirConvey cutter or granulator, PAC is your best choice for maintenance. It's like getting your car serviced by a specialist at the dealership instead of a generalist local mechanic. We know your equipment inside and out because we built it.

When you send your PAC cutter or granulator to us for maintenance, we perform a meticulous 8-step inspection. PAC technicians, backed by our engineering staff, have the expertise to diagnose wear issues. Only certified parts and coatings are used to restore your equipment to its original cutting tolerance and performance specifications. You will be notified of any necessary parts replacement and additional costs before we proceed.
Our process is convenient and easy, and we make sure that we get it right. At PAC, we:
- Measure knives to ensure adherence to strict specifications
- Use custom fixtures to achieve original tolerances and guarantee proper angles when resurfacing the cutting edge
- Test sample material to verify original cutting performance
If you are changing the materials your company is handling, our team also has the knowledge to help you update or replace your cutter or granulator to better suit your new needs.
Learn about saving 15% with PAC's Cutting Edge Program.
To learn more, reach out to us by completing the contact form at the bottom of this page.
How can pressure sensitive adhesive trim and matrix waste be pneumatically conveyed without system clogs and build-ups?
Whether converting labels, paper, film, web or vinyls, companies that handle pressure sensitive adhesive (PSA) material face a unique set of challenges when considering an automated trim removal system.
If untreated, sticky trim and matrix waste conveyed through a pneumatic system will eventually find a way to adhere to the inside of the ductwork. And, once a piece — even a little piece — of trim manages to stick to the inner walls, it starts a snowball effect. Other pieces of PSA trim will cling to the first piece, and in turn more trim pieces will stick to those hangers on, and so on and so on, until the duct is clogged and productivity stops.
PAC systems solves sticky PSA trim removal challenges
Precision AirConvey trim removal and matrix waste systems for PSA materials use a two-pronged approach to keep the process running smoothly while avoiding clogs and jams.
First, proprietary non-stick coatings are applied to strategic locations within the convey survey, including some transitions and in-line cutters. The coating's release properties make it very difficult for trim with exposed adhesive to adhere to the system components.
Second, oil is introduced at the pick-up nozzle to add a fine coating of oil on all the inner walls of the system, further negating the possibility of PSA adhesion within the system. Instead of a wasteful continuous flow, Precision AirConvey's oil systems use precisely timed pressurized injection cycles to mist in lightweight oil as needed. Operators can increase or decrease the length of the misting cycle depending on the aggressiveness of the adhesive.
In addition to being highly effective, Precision AirConvey's food-grade mineral oil is safe for the environment.
Central Oil Mist Systems
Companies that have eight or more presses should consider using a central oil mist system. Central systems offer consistent functionality and adjustability for each press, but allow workers to monitor operations and maintain oil levels at a single location. Central systems also help free up valuable floor space.
To learn more, reach out to us by completing the contact form at the bottom of this page.
How does a static eliminator bar improve a trim or matrix removal system?
In a high-speed trim or matrix removal system, static is a constant byproduct. As chopped paper, plastic, textiles and other trim and waste materials race through the system, they often develop a static charge as they approach the air separator.
The static causes chopped or granulated materials to stick together and may create clogs that slow or even stall a trim waste removal system, sending productivity to a grinding halt.
Many plants seek to neutralize static charges in their systems before they become a costly maintenance issue.
How can static be neutralized in the trim removal process?
Static is caused by the friction of chopped or granulated materials rubbing together as they move through a trim removal system. The friction of the rubbing gives the materials positive and negative charges.
Precision AirConvey’s BarStat Ionicflow System, a static eliminator bar, continuously neutralizes static charges by directing a flood of positive and negative ions in the path of the charged granulate or edge trim. The charged particles are quickly and safely neutralized, the static is dissipated and the waste material is permitted to flow freely at peak efficiency to a baler, a gaylord or another collection bin.
When assessing the need for static control, PAC’s expert engineers start by evaluating the material type and calculating if it is susceptible to problems with static. They then specify the ideal PAC static eliminator bar solution in the trim system design.
The BarStat Iconicflow System continuously neutralizes static charges with a series of patented electrodes mounted in a bar system, also known as a "static eliminator bar."
Durable aluminum or steel ductwork promotes continuous grounding and dissipation of static charges, reducing clogs.
The BarStat system thrives in challenging high-dust, low-humidity environments, making it especially effective handling trim and paper waste in print-to-mail, remittance and other paper-based operations.
In plant after plant, operators have found that PAC static eliminator bar's promote easy handling of lightweight materials, ensure efficient and complete waste removal and boost overall system reliability.
Contact PAC to find out how we can help To learn more, reach out to us by completing the contact form at the bottom of this page.
How can sound attenuation quiet down my trim removal system?
Noisy operations aren't just a nuisance; if your shop floor exceeds OSHA standards, your operators can suffer physical and psychological stress, tinnitus (ringing in the ear) and/or temporary or permanent hearing loss.
If the sounds from your trim waste removal or matrix waste removal process aren't attenuated, the level of sound pressure may be too high.
In order to increase operator comfort and productivity, decrease reliance on earplugs and earmuffs, and meet OSHA requirements, many converters and label companies are choosing engineered sound reducing equipment to control trim removal process noise.
What are the warning signs that your workplace may be too noisy?
According to OSHA, noise may be a problem in your workplace if:
- Workers hear ringing or humming in their ears when they leave work.
- Workers have to shout to be heard by coworkers who are only an arm's length away.
- Workers experience temporary hearing loss when leaving work.
Sources of automated trim removal noise
In an air-conveyed trim removal process, the most common noisemakers are the system fans and the cutters. The proximity of these components to the fan outlets and the infeeds also contributes to the level of sound pressure they create, though unmitigated noise will travel throughout a system.
Precision AirConvey Sound Attenuation Devices
The engineers at Precision AirConvey (PAC) have a complete arsenal of custom and off-the-shelf devices to control and reduce noise from your trim or matrix waste removal system. PAC's proprietary acoustical absorption systems afford the optimal level of noise control without degrading the operation's efficiency.
PAC can build in sound attenuating devices when engineering new systems, or it can add the technology to existing trim waste or matrix removal systems, including non-PAC systems.
The level of noise reduction is customizable depending on the needs and wants of the plant. For instance, a company that wants to phase out earplug use can opt for a high level of sound attenuation, while a firm that wants to keep its earplugs but still needs to reduce shop noise will choose a lesser level.
Options include: Infeed/inline silencers customized to suit your materials, surround-sound enclosures for fans, and inline devices at the fan and/or cutter to reduce sounds at the source while preventing the noise from traveling through the system with the conveying airstream.
PAC systems perform equally well outdoors and may be used to prevent sound from leaking outside your company's building.
To learn more, reach out to us by completing the contact form at the bottom of this page.
Why use an inline cutter manifold system for trim waste?
This is the final post in series about how inline cutter systems (cutter/fan trim removal systems) efficiently convey, process and remove continuous edge trim and waste filament. Part 6 discussed air-trim separators. Part 7 explores manifold systems as used in trim removal systems.
Manifold trim removal systems are often used when trim or waste filaments are generated at multiple sources reasonably close to each other.
Conventional Manifold Systems
Conventional manifold systems usually use a venturi or a fan on the upstream side of the air-trim separator. These systems have, in addition to all the shortcomings of a single-source conventional system, a major problem with trim entanglement — resulting in blockage of the line, the air-trim separator and any rotary and other valves in the system, plus the overloading of any size reduction equipment into which the air-trim separator discharges.
The speed of the trim generated at each machine is the line or web speed of that machine. Usually, the speeds of the several machines using the manifold system will be different from each other. The trim waste from several machines, traveling together at different speeds in the common manifold, frequently entangle one with the other due to the turbulence in the pneumatic conveying line. The result is that the fastest trim builds up on the slowest trim and forms a ball of tangled trim waste in the line. The size of the ball generated depends on the relative speed of the trims involved, the length of the manifold and other physical factors.
Frequently, when the trim from a stopped machine tangles with the trim from an operating machine, the ball of tangled trim waste will build up to the size of the manifold and plug the line. The combination of the tangled trim ball size and the pressure drop across the ball often generates a force sufficient to break the stopped trim. The tangled trim ball then moves as a single mass at the conveying speed down the manifold into the air-trim separator, creating blockage problems in the separator, the discharge valve or the succeeding process equipment.
This entanglement problem is particularly acute when a bank of slitters are started and stopped with each roll change and are operated over their full speed range to match the slitting characteristics of the web being handled.
In the case of the entanglement of trim from a stopped slitter with that of a slitter operated at 2,000 feet/minute, the trim ball builds up at the operating slitter speed. In only 2 minutes of entanglement, 4,000 feet of trim waste will build up on the entanglement ball, a voluminous mass that can readily cause blockage problems.
Inline Cutter Manifold System
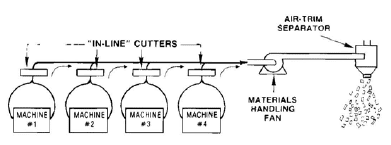
An inline cutter is installed between the junction of the trim line from each machine and the manifold. This eliminates any negative interaction between the trims from various machines while capitalizing on the many other advantages of inline cutter system discussed previously in this series.
To learn more, reach out to us by completing the contact form at the bottom of this page.
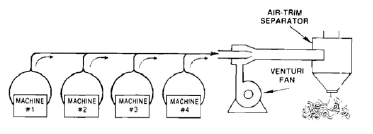
What is an air-trim separator?
We're doing a series of blog posts about how inline cutter systems (cutter/fan trim removal systems) efficiently convey, process and remove continuous edge trim and waste filaments. Part 5 discusses material handling fans. Part 6 explores air-trim separators.
The air in a system and a system’s trim or filaments, whether cut or continuous, must be separated from each other at the inline cutter system's discharge point.
Frequently, the conveying air also is filtered to remove dust and other contaminants before it is discharged to the atmosphere.
The simplest separation method is to discharge the air and trim into a porous bag, screened box or other perforated enclosure that will retain the trim but not the air. When the enclosure is full of trim, the line must be shut down while the enclosure is emptied. This system is normally used only in low-productivity, discontinuous operations. It does not meet the needs of modern, continuous, high-productivity processes.
The use of an inline cutter markedly increases the trim capacity of the enclosure, usually by a factor of 4 or 5, because the bulk density of the cut trim is substantially greater than that of the uncut trim.
The most common, and usually least expensive, separator used with continuous process is a Cyclone separator, which centrifugally separates the trim or filaments from the air. The air leaves through the top of the cyclone and the material is discharged out the bottom, where it is collected in bags or boxes.
Filter bag separators that combine a separating and filtering function are becoming increasingly common, particularly when control of particulate emissions is a requirement.
Part 7 of our series explores manifold systems.
To learn more, reach out to us by completing the contact form at the bottom of this page.
What are the cost savings associated with material handling fans vs. venturis for trim waste removal?
We're doing a series of blog posts about how in-line cutter systems (cutter/fan systems) efficiently convey, process and remove continuous edge trim and waste filaments. Part 4 discusses conveying lines. Part 5 explores material handling fans.
The material handling fan is the pump or driver of the in-line cutter pneumatic trim waste removal system.
Material handling fans normally have an open or single shroud impeller through which the cut material can easily pass without entanglement or balling up.
Fans are available in a wide range of sizes. Those designed for high air volume and low pressure heads have wide, small diameter impellers. Those for low air volume and high pressure heads have narrow, large diameter impellers.
Actual fan selection is based on the flow and pressure requirements of the system with which it is to be used. First, the airflow required to provide adequate take-away tension at the pick-up locations and a satisfactory conveying capability is ascertained. Then, the driving pressure — or head — required to maintain that air flow is calculated.
The theoretical horsepower required to handle the system air flow and pressure requirements is:
HP (air) = weight of air (lbs) x pressure (feet of air)/33,000
The actual HP required will be the theoretical horsepower divided by the efficiency of the fan or driver used:
HP (actual) = HP (air)/fan efficiency
The efficiency of a material handling fan is usually 3 to 4 times that of a venturi system. Simply stated, the energy cost to run the venturi system is 3 to 4 times that to run the fan for any given system.
With energy commonly costing $600 per HP per year, the savings incurred with a material handling fan can be substantial in even a small continuously operating system. For example, using a 15HP material handling fan vs. a 50HP venturi to develop the same head and flow required for a system operating 24 hours/day in a location where electricity costs a conservative 10 cents/KW-HR ($652/HP/year) results in an annual power savings of (50-15) $653 = $22,820/year.
However, the material handling fan cannot handle continuous trim or filaments as can the venturi. The key to capitalizing on the substantial energy savings from using a material handling fan instead of a venturi is to use an in-line cutter to cut the continuous trim or filament into lengths which will readily pass through the fan.
Part 6 of our series explores air-trim separators.
To learn more, reach out to us by completing the contact form at the bottom of this page.
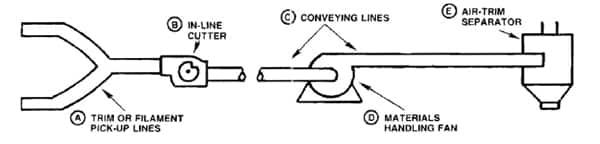
How does conveying line length affect trim removal system efficiency?
We're doing a series of blog posts about how inline cutter systems (cutter/fan systems) efficiently convey, process and remove continuous edge trim and waste filaments. Part 3 discusses inline cutters. Part 4 explores conveying lines.
Conveying lines connect the inline cutter with the material handling fan, and the material handling fan with the air-trim separator in a cutter/fan trim waste removal system.
Smaller Lines Means Lower Initial and Ongoing Costs
Shops have an opportunity to save money when using inline cutter systems for continuous trim waste removal vs. conventional venturi systems, because conveying lines carrying cut materials can be smaller.
Using the smallest possible conveying lines will reduce investment and installation costs. The minimum line size is dictated by the size and physical characteristics of the trim or filaments and the pressure drop that the fan can handle. The line pressure drop is directly proportional to the square of the conveying velocity and inversely proportional to the line size.
Cut trim or filaments are much easier to convey and cause lower pressure drop than continuous trim or filaments because they don't cause bend drag.
Using the small conveying line sizes that are practical with these cut materials results in savings beyond those associated with buying and installing the small conveying line. The airflow required to develop the recommended 5,000 feet/minute conveying velocity is inversely proportional to the square of the line size.
For example, a 6-inch line requires an air flow of approximately 982 CFM to develop 5,000 feet/minute velocity, while a 12-inch line requires 4 times this airflow, or 3,928 CFM, to develop the same 5,000 feet/minute conveying velocity.
Reduced air flows result in substantial savings on those system components with installation and operating costs based on the volume of air to be handled.
Consider:
• The material separator at the discharge end of the line will be sized and priced according to the system air flow. The lower the air flow, the smaller and less costly the material-air separator will be.
• Filtering of the air discharged from the system is becoming more common to meet the increasingly stringent environmental standards for particulate emissions. Filter cost and servicing costs of the filter are directly related to the volume of air being handled. Filters for low-airflow systems cost substantially less than those for high-airflow systems.
• A considerable energy loss results when trim and the conveying air are picked up in a room in which the air is cooled, heated, filtered or otherwise conditioned, and discharged to a non-conditioned area. The lower the airflow in the trim system, the lower these losses will be. Lower energy losses lead to lower energy costs.
These savings provide a strong economic incentive to utilize the recommended small conveying lines, an inline cutter and a low-flow material handling fan.
Part 5 of our series explores how material handling fans can save you money.
To learn more, reach out to us by completing the contact form at the bottom of this page.
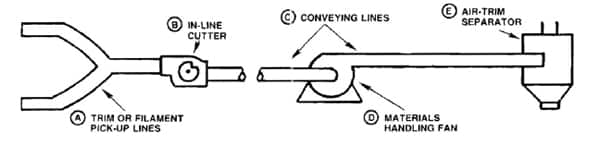
How do inline cutters best process edge trim?
We're doing a series of blog posts about how an inline cutter system (cutter/fan trim removal system) efficiently conveys, processes and removes continuous edge trim and waste filament. Part 2 discusses trim and filament pick-up lines. Part 3 explores inline cutters.
The inline cutter’s function in a continuous edge trim and waste-filaments removal system is to cut the continuous low-bulk-density, hard-to-handle trim or filaments into short, easily conveyed and handled, relatively high-bulk-density cut pieces.
It is located between the pick up lines and the material handling fan.
The cutting action takes place between a bed knife and two or six rotating fly knives.
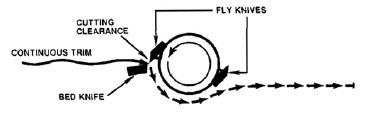
The cutting clearance between the bed and fly knives and the uniformity of this clearance across the width of the cutter are the factors that determine whether the trim or filament can be satisfactorily cut, and if so, the time, for any given wear rate, that it will continue to be satisfactorily cut. The material can only be cut properly when the cutting clearance is less than the material thickness. When the knives are worn down so that the cutting clearance is equal or greater than the material thickness, they must be re-sharpened and adjusted to the original cutting clearance.
It is advantageous to use a cutter that can be accurately set to the smallest possible clearance. A small clearance provides the versatility of cutting all materials down to the very thinnest size. The smaller the starting clearance the longer will be the operating time before the knives will wear to the point they will no longer cut.
Assume a cutting clearance of 1 1/4 mil is required to cut 1 1/4 mil thick polyethylene. A cutter that can be set to 1/4 mil will have a 1 mil wear life before the critical 1 1/4 mil clearance is reached. A cutter that can only be set to 1 mil minimum will have only a 1/4 mil wear life before the critical 1 1/4 mil clearance is reached.
Advantages of Precision AirConvey's Inline Cutters
PAC's in-line cutters for cutter/fan systems effectively cut even the thinnest web or the finest filament and provide maximum knife life before re-sharpening.
Cutters with a rotating shaft in the cutting chamber should be avoided, as these are a major source of shaft wraps and cutter jamming — key problems with filaments and fibrous or stringy trims. PAC’s exclusive design has the rotating shaft outside of the cutting chamber to completely eliminate the shaft wrap problem.
The cutter rotor should be designed for minimum pneumatic pressure drop across the cutter to reduce the energy cost of operating the system. PAC’s exclusive design has rotor side members located outside of the cutting chamber and an open rotor to insure both the free passage of the cut material through the cutting chamber and minimum pressure drop under all operating conditions.
Cut length is determined by dividing the trim or filament velocity by the number of cuts/minute. For example, PAC's standard cutters have two rotating knives and one bed knife. When driven at a nominal 1,750 RPM, they make 3,500 cuts/minute. Using this cutter with the trim from a web processed at 400 feet/minute will produce cut pieces that are 1.37 inches long, because (400x12)/3,500=1.37.
PAC’s cutters are regularly available with a wider-than-usual 300 to 3,500 RPM range. A simple, trouble-free, direct drive is used and speeds can be readily matched to most requirements. Other drive speeds can be supplied for special applications. A six-blade version of the cutter is also available.
Part 4 explores conveying lines.
To learn more, reach out to us by completing the contact form at the bottom of this page.
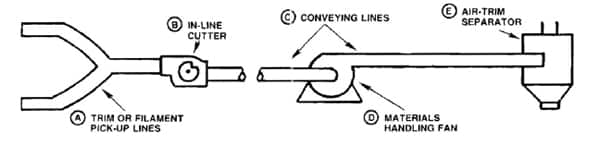
How to configure trim pick-up lines for inline cutter systems
We're doing a series of blog posts about how inline cutter systems (cutter/fan trim removal systems) efficiently convey, process and remove continuous edge trim and waste filament. Part 1 explored inline cutting systems vs. conventional venturi systems. Part 2 discusses trim and filament pick-up lines.
Trim and filament pick-up lines start close to the edge trim or filaments point of origin and continue to the junction point of the lines just before the inline cutter.
Each leg of the pick-up line system should be the same length and be placed as symmetrically as possible to insure an equal, balanced airflow in each line.
Most conveying systems require that the trim or filaments are taken away under tension to effectively release the trim from the trimming knives and parent web or the filaments from the thread line.
The conveying air passing by the trim or filaments in the pick-up lines creates this tension in accordance with the following formula:
Tension = XLV2
Where:
X = a factor associated with the surface shape, velocity and other characteristics of the trim or filaments and with the density of the conveying air.
L = length of the trim or filaments subject to the conveying air.
V = the velocity of the conveying air.
X is usually fixed for any given situation. L and V are the controllable design factors. Therefore, for any given situation, the tension generated in the trim or filaments is proportional to the length of the pick-up lines and the square of the velocity of the conveying air.
The recommended minimum velocity of the conveying air in the pick-up lines is 4,500 feet/minute, though a velocity of 5,000 feet/minute or higher is preferred. The velocity of the conveying air must always be substantially higher than the velocity of the trim or filaments.
Pick-up Line Length
The length from the pick-up lines to the cutter fan must not be too long. Trims or filaments cut or broken off close to the source rapidly accelerate and bunch up in the line due to the difference in the velocity of the material and the conveying air. This bunching up action in an overly long pick-up line will result in the formation of a large, undesirable bundle that can jam the cutter fan.
In most situations, a pick-up line of 6 to 12 feet, in conjunction with a 4,500 to 5,500 feet/minute conveying air speed will provide adequate tension. The bunching action will have virtually no effect in pick-up lines of 6 to 12 feet.
Smaller Lines Are Better
The pick-up lines should be as small as possible while still being compatible with air flow and the size and characteristics of the trim or filaments to be conveyed.
For instance, a very stiff 6-inch wide edge trim will require a relatively straight pick-up line with a width somewhat greater than 6 inches, but a 6-inch wide thin, flexible trim can easily be conveyed in a 4-inch curved or bent pick-up line.
Part 3 of our series discusses inline cutters.
To learn more, reach out to us by completing the contact form at the bottom of this page.
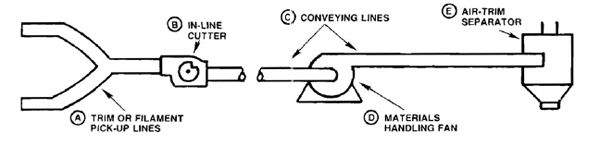
Why use an inline cutting system for continuous edge trim?
Over the coming weeks, we'll be doing a series of blog posts about how an inline cutter system (cutter/fan system) efficiently conveys, processes and removes continuous edge trim and waste filament. Part 1 will discuss why inline cutter trim removal systems can be more effective than conventional venturi systems.
When edge trim from a continuous web, or waste filament from a continuous process, is pneumatically conveyed from the source to the collection point using a conventional venturi system, the material discharged is usually bulky, voluminous and hard to handle.
If the collected trim or filament is recycled back into the process, the tangled, low-bulk-density mass must be fed into a size-reduction or other processing machine. It's a slow, arduous, time-consuming task.
The usual “driver” or “pump” for a pneumatic conveying system handling continuous trim or filament is a venturi, because other drivers, such as material-handling fans, cannot handle continuous materials without jamming. Unfortunately, venturi trim removal systems have a very low operating efficiency and incur substantially higher energy costs than more efficient drivers.
The solution is cutting the continuous trim into small, manageable pieces so that it can be conveyed using an efficient material-handling fan instead of a less-efficient venturi system. This is accomplished by using an inline cutter in the pneumatic conveying line just downstream of the continuous trim or filament pick-up points.
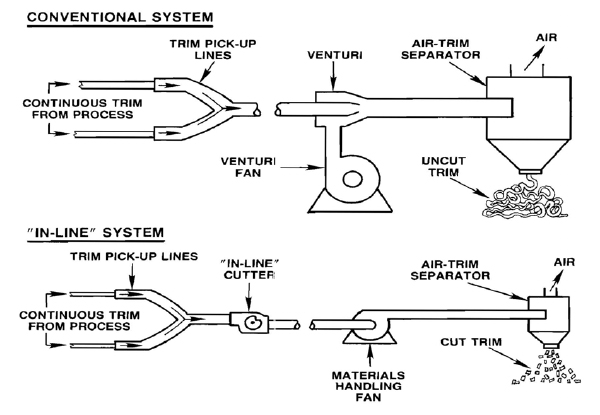
The inline cutter chops the trim or filament into short lengths to:
- Reduce the load on the pneumatic conveying system
- Substantially increase the bulk density of the discharged material
- Permit the use of energy-efficient fans
- Eliminate entanglement of the trims or filaments from different sources in a common manifold pneumatic system
- Create a manageable, higher density product that is easy to handle, store and feed into most recycling systems.
The net result is a substantial savings of money, manpower and storage space when choosing an inline cutter system over a venturi system.
Part 2 of our series discusses trim and filament pick-up lines.
Learn more about PAC's trim removal systems.
To learn more, reach out to us by completing the contact form at the bottom of this page.
Should we automate narrow web and label matrix removal?
Labeling, narrow web and flexo printing companies that don't automate their matrix waste removal processes face a variety of challenges.
Frequent Line Stoppages
Without a matrix waste removal system, line stoppages become a way of life.
First you need to rewind the waste roll, and then you need to remove it. When you pneumatically convey matrix waste instead of rewind it, you save time-consuming steps, promote line uptime and may increase press speed up to 40%.
Workers Comp Claims
Lifting heavy rolls from the rewind station isn't just inefficient — it's tough on your workers, too. Avoid workers comp claims by automating your process.
Bulky, Ungainly Rolls in Label Matrix Removal
Not all matrix waste rolls up in a consistent, neat manner when it's rewound. If labels are irregular in shape, you may end up with bumpy, lumpy and all-around hard-to-deal-with waste rolls. Densifying the label matrix waste by conveying it through a cutter system allows you to handle it easily, safely and efficiently.
PAC Matrix Waste Solutions
Precision AirConvey's matrix waste removal systems pick up the PSA (pressure sensitive adhesive) material with infeeds featuring a proprietary nonstick coating. The small diameter of PAC's infeeds means that less air is needed to convey the waste than with larger infeeds. Less air means less horsepower is necessary, and so energy costs are reduced.

To ensure that the system doesn't clog, the matrix waste is conveyed through a mist of fine food-grade and environmentally friendly mineral oil, Operators control how much oil is used based on the material's needs. Oil distribution in shops with several presses can become even more streamlined with the use of a central oil mist system.
Finally, the matrix waste is sent through precision inline cutters, chopped up into small pieces and delivered to a collection bin or baler for removal.
By densifying matrix waste in this way, companies can lower the volume of its waste, reducing the number of trips to the landfill. In some regions of the country, matrix waste with a high BTU can even be recycled as a source of alternate energy.
To learn more, reach out to us by completing the contact form at the bottom of this page.
Why is dust a problem in a print-to-mail or mail-fulfillment shop?
Whether you've got a print-to-mail or mail-fulfillment shop, you've got dust. Lots of it. Dust is created wherever and whenever your paper is being processed, whether it's being cut or conveyed. Excess dust is more than a housekeeping headache — it can harm your equipment, workers and facility.
Dust damages your equipment
Dust wears down the bearings and moving parts of your machines, causing them to age prematurely. Dust build-up can lead to line stoppages and downtime for maintenance. Fine particulates can even gum up instrument panels and controls, making them difficult to read and operate.
Dust may harm your employees
Extensive exposure to dust in the air can create or exacerbate breathing and lung problems. In addition, piles of dust and dusty floors put employees at higher risk of slips and mishaps.
Paper dust can be explosive
Most dusts are combustible — able to catch fire and burn. If combustible dust — including paper dust — is rendered fine enough and suspended in the air in a high enough concentration, it can become explosive when ignited by sparks, fire, electric arcing, heat, friction or electrostatic discharges.
According to OSHA, the U.S. Chemical Safety and Hazard Investigation Board (CSB) identified 281 combustible dust incidents between 1980 and 2005 that killed 119 workers, injured 718 and extensively damaged numerous industrial facilities.
Precision AirConvey's Dust Collection Systems
Happily, Precision AirConvey's dust collection systems can give your employees a cleaner, healthier work environment while reducing your machine maintenance costs.
PAC engineers will custom-design a dust collection system for your print-to-mail shop or mail-fulfillment business as part of a complete trim and waste handling system.
PAC offers both filter plenum dust collection systems and reverse jet filtration dust collection systems.
Dust Control
PAC dust collection systems efficiently and continuously remove entrained particles from the trim collection air stream.
Custom Dust Collection System Design
When designing your dust collector, PAC engineers consider every facet of your process, including the type of material entering the infeed, the distance it travels through the ductwork, the dust particle size, volume and temperature.
Ductwork
The precision-engineered ductwork is configured to support pressure levels and promote the smooth flow of conveying air, using the least amount of horsepower possible.
PAC's proprietary hopper design features a slide gate valve to create a sealed, air-tight connection with a 55- or 20-gallon drum, permitting the agglomerated dust and other particles to be easily emptied without shutting down the dust collection system.
Easy Filter Access
Filter maintenance and replacement is easily done by a single person from outside the collector and with no tools. The cartridge just slides out of the dust collection system and the new cartridge slides in, like closing a file drawer.
All-External Maintenance
PAC industrial dust collection systems include an easy to use control panel that features a 110 volt, solid-state timer with adjustable pots inside a durable steel enclosure that meets tough NEMA 4 standards. All serviceable components are mounted outside the casing for easy maintenance and to eliminate OSHA confined space entry requirement issues.
Learn more about PAC's dust collection systems.
To learn more, reach out to us by completing the contact form at the bottom of this page.
What is a venturi and how can it be used to handle trim waste?
A venturi (ven-CHUR-ee or ven-TOUR-ee) is a device used in the converting industry to convey a continuous ribbon of trim from a slitter, press, die or other machinery to a collection bin, container or baler for removal or repurposing. A venturi can be used to convey paper, film, foil, plastic or label matrix.
Venturi-based pneumatic conveying systems use a fan to create a vacuum effect by inducing airflow through a tapered or constricted section of pipe. As the forced air travels through this area, its velocity increases while its pressure decreases. Venturis get their name from Italian physicist Giovanni Battista Venturi who described this effect, later called the Venturi effect, in the late 18th century.
Venturi Trim Removal Systems vs. Cutter/Fan Trim Removal Systems
Venturi trim removal systems can be a quick, simple, cost-effective solution for small operations. Because a venturi only conveys the trim, and doesn't cut or process it in any way, it is also a good solution for operations that require their trim to remain intact and unprocessed.
When compared to cutter/fan trim removal systems, venturis do have some limitations. Venturis require more horsepower, and therefore use more energy than cutter/fan systems. The difference in energy costs increases with the number of venturis at work in a plant. If you need more than one machine, a cutter/fan system can be much more cost efficient in the long run.
Venturis only work with continuous trim. If you need your trim cut, processed, densified or conveyed even more quickly, a cutter/fan conveying system is a better option.
PAC Venturis
Precision AirConvey's venturis are custom engineered to best handle each operation's unique trim waste. They are both reversible and field rotatable to direct the airflow as the system design and floor space requires.
PAC venturi systems use dual material pick-up nozzles to capture trim, matrix and other waste at the source and whisk it away, helping companies eliminate line stoppages, reduce maintenance needs, boost production and segregate waste streams.
Silencers can reduce the noise of a working venturi. A proprietary non-stick coating can be added to the venturi so that it easily handles matrix waste and trim with pressure-sensitive adhesives. Casters can give a PAC venturi the option of mobility.
Learn more about PAC venturis.
To learn more, reach out to us by completing the contact form at the bottom of this page.
How do you choose the best provider for a trim waste or matrix waste removal system?
As with all big decisions, choosing the best provider for a trim waste removal system or a matrix waste removal solution should be based on a number of factors.
If price is your only motivator, you may receive a solution that is not the best -- or the most cost-effective -- long-term solution.
Here are some tips that will help you pick a trim removal system or matrix waste solution provider, though they also are good guidelines to consider when choosing any vendor of important equipment.
Choose a technical advisor
Your provider should understand your operation and product well enough to design a custom solution and conduct upfront testing to ensure robust performance. Be sure to partner with a company that has demonstrated this capability. Beware of “cookie cutter” solutions that may not take into consideration the uniqueness of your material or specific operation.
Choose a provider with a great reputation
Ask for references of past installations. Even better, ask your provider if there are any local installations that you can see in person.
Choose a provider who stands behind the product
How will your new system be guaranteed? Will a customer service team be easily accessible and responsive should you have a problem? Challenge your provider to provide a reference from a customer who had a problem and who can explain how the provider responded.
Choose a provider who supports your company’s success
Ultimately, you want to partner with a provider who brings expertise and a consultative approach.
A good rule of thumb is to measure your providers by the quality of questions they ask you.
To learn more, reach out to us by completing the contact form at the bottom of this page.
How do I budget for an automated trim or matrix waste removal system?
To properly budget for a trim removal or matrix waste removal system, first understand your true costs, which include:
- Lost productivity from downtime
- Slower line speed
- Extra labor costs associated with non-automated trim and matrix removal
Other areas in which you can save are:
- Workers compensation insurance and claims
- Damage from dust and noise
- Energy costs
- Frequent trips to the landfill
An experienced trim removal and matrix waste solution supplier will provide the tools and guidance to help you develop a customized ROI for your business. A good solution will provide a return on investment in two years or less.
Ultimately it is up to you to decide how much it makes sense to spend to solve these costly problems in your business. Finance and lease agreements may be available through your supplier, should you require alternative options.
To learn more, reach out to us by completing the contact form at the bottom of this page.